
Введение
Всё более высокие требования к физико-механическим свойствам современных конструкционных материалов, возрастающие ежегодно потребности в получении изделий сложных форм из этих материалов, для уменьшения веса изделий и повышения их функциональности, требуют новых технологий. Это касается как материаловедения, так и технологий производства изделий из этих материалов.
Спрос, как известно, рождает предложение. В последние годы мы всё чаще обращаемся к технологиям, позволяющим производить изделия сложных форм с тонкостенными элементами, в том числе из тугоплавких металлов, сплавов, легированных сталей, вновь разрабатываемых металлокерамоматричных композитов, различных видов композиционных керамик на основе карбидов, нитридов, боридов и т. д.
Безусловно, все большую роль в производстве изделий из металлических и неметаллических материалов играют цифровые технологии – прежде всего 3D‑печать. Будь то создание крупногабаритных изделий, часто размерами метр и более, из металлов и керамики, или получение микроизделий из специальных сплавов и керамик с размерами несколько десятых миллиметра.
Заказать услуги контрактного производства
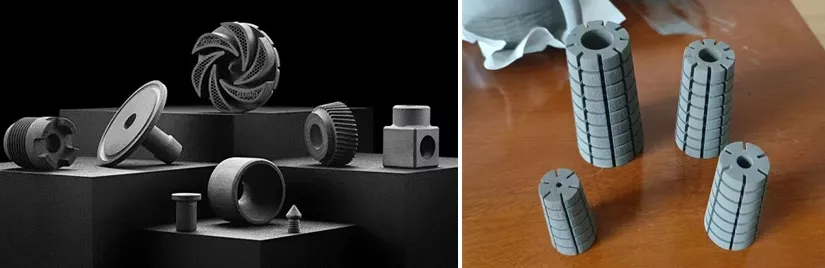
Метод струйной печати с последующим спеканием
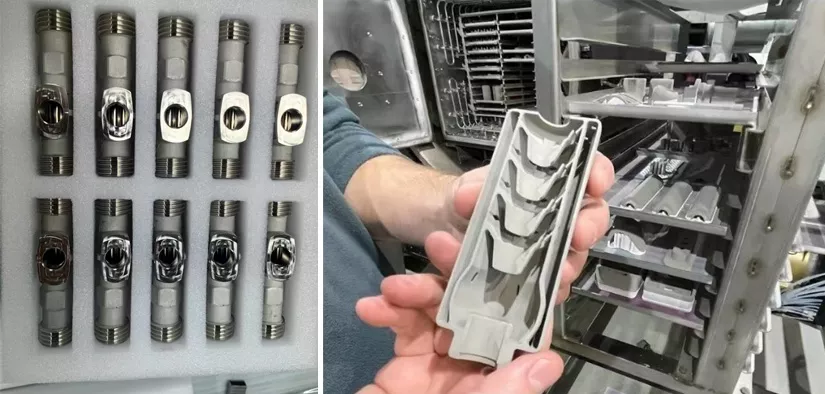
Технология струйной печати с использованием связующего вещества (Binder Jetting) – это процесс 3D‑печати, при котором частицы порошка склеиваются между собой слой за слоем, образуя цельный объект. Метод отличается высокой точностью и производительностью.
Технология не требует нагрева или лазеров, что означает, что с ее помощью можно печатать широким спектром материалов – любыми металлами и неметаллами, керамикой, песком и полимерами. Струйная обработка связующим веществом подходит для массового производства металлических, керамических деталей со сложной геометрией (метод MBJ – Metal Binder Jetting) и обладает следующими преимуществами:
-
высокая производительность – в зависимости от детали, до 10 раз производительнее SLM
-
низкая стоимость – в зависимости от количества, до 10 раз дешевле SLM
-
нет поддержек – уменьшение трудоемкости при производстве
Для некоторых порошков и процессов спекания необходимо учитывать усадки до 20 %.
Binder Jetting начинает широко применяться в промышленном производстве и индустрии потребительских товаров.
BJ‑принтер способен печатать с точностью до ±0,1 мм и разрешением 1200 точек на дюйм. Это означает, что можно производить чрезвычайно детализированные и точные изделия, удовлетворяя спрос на высокоточные детали. Становится возможной идеальная печать как сложных геометрических форм, так и мельчайших деталей.
Плотность напечатанных изделий после специальных процессов спекания в некоторых случаях может превышать прочность деталей, полученных традиционными способами, позволяя применять композиции материалов, недоступные для обычных деталей. Возможно получение изделий из различных материалов габаритами от нескольких миллиметров до нескольких метров. Детализация элементов на изделиях достигает 0,3 мм.
Помимо того, что по своим физико-механическим свойствам напечатанная деталь практически не уступает деталям, полученным классическими способами, данная технология имеет и массу других преимуществ.
Первое – это очень быстрый и производительный процесс. Как правило, весь цикл изготовления детали не превышает 24 часов. Относительно немного времени занимает и подготовка производства, связанная в основном с проектированием модели и спеканием изделия после печати.
Во‑вторых, детали могут иметь очень сложную форму, а также самую различную поверхность – от очень гладкой до сложноструктурированной. Например, технология дает возможность изготавливать резьбовые отверстия, предпринимались даже попытки изготовления стволов оружия. Не проблема нанести на поверхность детали клеймо или фирменный логотип.
Третье – это экономичность. Материал (особенно дорогой, такой как нержавеющие стали, тугоплавкие металлы) не уходит в стружку, сокращается время и число операций, необходимых для изготовления детали. Точность размеров и качество поверхности получаемых изделий – высочайшие. Технология дает возможность изготавливать детали с погрешностью до 0,5 % от ее размеров.
Открываются широкие возможности производства различных изделий для металлургической промышленности, насосной и компрессорной отраслей и других направлений машиностроения. Фактически, применяя различные смеси металлических и неметаллических материалов и их комбинаций, стало возможным получать изделия из новых материалов и их комбинаций в единичных и серийных количествах.
«Волшебный» порошок может стать одним из тех «лекарств», которое даст нашей промышленности гибкость и экономическую эффективность при изготовлении единичных и мелкосерийных изделий и вернет ей, наконец, былую славу.
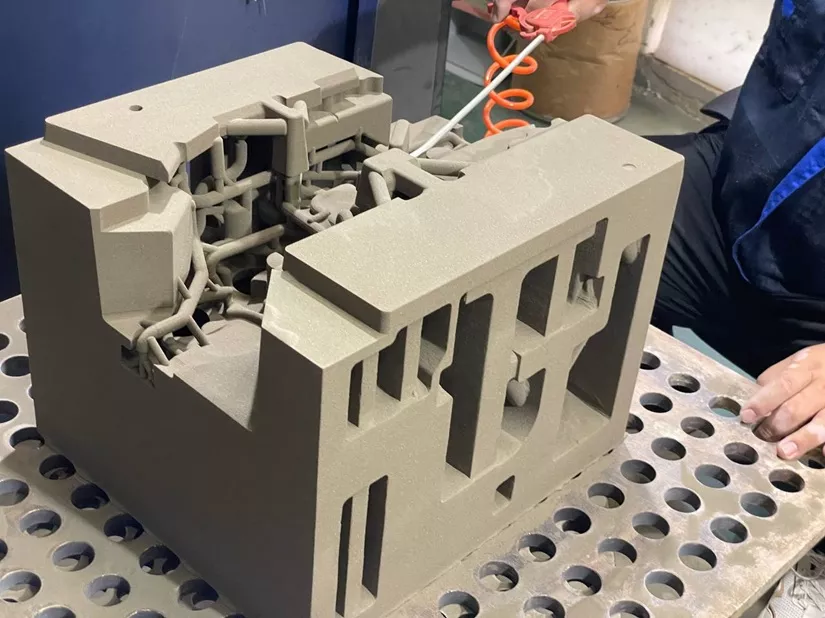
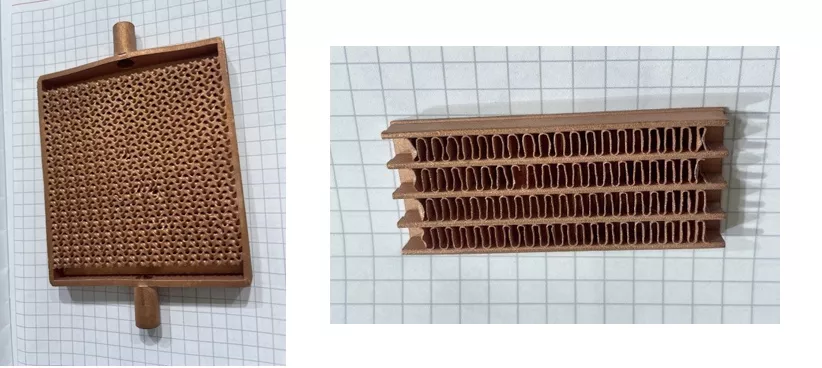
Технология лазерной печати песчаных форм и выплавляемых моделей для изделий сложной формы
Технология печати лазерным спеканием для песчаных форм – передовой метод аддитивного производства, используемый для создания песчаных форм и стержней для литья металлов, а также выплавляемых моделей непревзойденных по сложности формы, качеству поверхности и прочности. Этот процесс включает в себя использование порошкообразного песка, покрытого термочувствительным связующим веществом.

Мощный лазер селективно сплавляет частицы песка, воска или конструкционного пластика слой за слоем, на основе 3D‑модели, формируя желаемую форму. Тепло лазера эффективно спекает песок, создавая прочные и долговечные формы и стержни сложной геометрии.
Такая технология для песчаных смесей и выплавляемых моделей обеспечивает ряд преимуществ, включая возможность создания сложных конструкций, сокращение сроков выполнения заказов, повышение точности литья и оптимизацию характеристик деталей при литье металлов.
Благодаря этому методу становится возможным получение тонкостенных изделий, изделий со сложной системой каналов с повышенной точностью и качеством поверхности, которые раньше можно было получить только методом 3D‑печати. Это значительно удешевляет стоимость конечного изделия и сокращает сроки его изготовления.
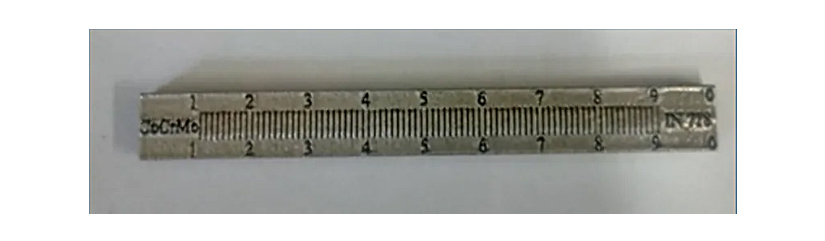
Лазерная градиентная печать металлов сплавлением
Разработка функциональных градиентных материалов является передовым и важным подходом к созданию новых металлических и композиционных материалов. Металлическая лазерная 3D‑печать обеспечивает стабильное создание градиентных функциональных металлических материалов.
В соответствии с конкретными требованиями можно выбрать два или более материала с различными свойствами, непрерывно или дискретно с переходом изменяя их состав и структуру, чтобы оптимизировать переход материалов с разными коэффициентами термического расширения и особенностями физико-химических свойств, и получить функцию, соответствующую составу и структуре, и тем самым снизить и преодолеть разницу в их характеристиках.

Решаемые задачи:
-
разработка своего рода нового материала
-
изделия из металлических материалов создаются с разными функциональными слоями на требуемых рабочих поверхностях так, чтобы они могли выполнять две разные функции одновременно
-
решение металлургическим способом задачи соединения двух разных металлов. Например, сварка или соединение двух разных металлов благодаря градиентной переходной детали
-
получение новых сплавов и композиционных материалов и изделий из них в требуемом экспериментальном сочетании
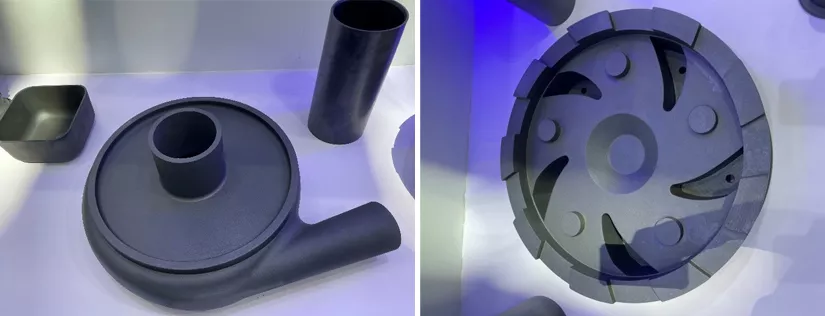
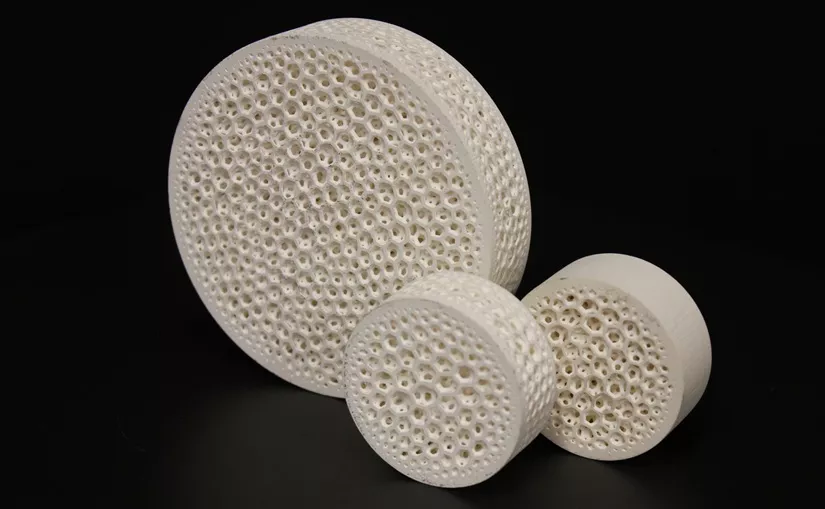
Фотополимерная печать металлическими и керамическими порошками
DLP – это технология 3D‑печати, известная своей исключительной точностью и детализацией. Точность и детализация составляют 50 мкм, а в отдельных случаях возможно достижение 10 мкм. Это делает ее идеальной для сложных изделий небольших размеров из керамических и металлических порошков, а также микроизделий.
Технологический процесс можно разбить на следующие основные этапы. После того, как DLP‑принтер завершает свою работу, деталь проходит постобработку для придания ей окончательной формы. Это может включать в себя:
-
удаление смолы, использованной в процессе печати, промывку изделия
-
финишную фотополимеризацию изделия
-
спекание: воздействие на керамику высоких температур, сплавление частиц для достижения максимальной прочности и жесткости
- финишную обработку: в зависимости от желаемого результата, изделие можно отшлифовать, отполировать или покрыть для придания ему окончательной геометрии и специальных свойств
Заключение: новый подход к проектированию изделий
Рассмотренные технологии демонстрируют открытие принципиально новых возможностей для производства. Сегодня речь уже идет не просто об изготовлении деталей сложной формы, а о создании изделий с заранее заданными свойствами, которые невозможно реализовать традиционными методами.
Особое значение приобретает возможность интеграции различных материалов в рамках одного изделия, включая формирование градиентных переходов и многослойных структур. Это расширяет границы применимости инженерных решений, позволяя учитывать ранее трудносовместимые требования – например, сочетание высокой прочности, термостойкости и коррозионной устойчивости.
Важным фактором является и технологическая гибкость: сокращение производственных цепочек, снижение материалоемкости и возможность быстрого перехода от проектирования к изготовлению. Это создает предпосылки для более широкого внедрения подобных решений как в серийном производстве, так и в задачах опытно-конструкторских разработок.
Таким образом, развитие аддитивных технологий и функционализируемых материалов формирует основу для нового подхода к проектированию изделий, в котором ключевую роль играет не только форма, но и внутренняя архитектура материала, определяющая его эксплуатационные свойства.